Izinsimbi ze-Carbon eziphansi F6A0-EM12 SAW welding wire kanye nezinsiza zokushisela flux welding



Isicelo & Okujwayelekile
1. Ifanele ukushiselwa kwe-carbon steel namandla ahambisanayo kubhayela, ipayipi, imoto,
isakhiwo, ibhuloho nezinye izakhiwo, njenge-Q235.
2. Izinga esihlangabezane nalo: GB/T5117 E4315, AWS, ISO2560-A:E 35 3 B 2 2, ISO 2560-B: E4315A
Lapho kushiselwa i-carbon steel, izinga lamandla lensimbi ngokuvamile likhethwa ukuze lifane ne-electrode, kucatshangelwa isakhiwo esiyinkimbinkimbi, ipuleti eliwugqinsi, ukuqina, umthwalo oguqukayo, kanye nokushisela okubi. Ama-electrode ohlobo lwe-hydrogen aphansi ngokuvamile akhethwa ngenxa yepulasitiki yawo enhle, ukuqina komthelela omkhulu, nokumelana nokuqhekeka. Uma indawo yokushisela idinga i-electrode ethile, njenge-electrode engezansi, i-electrode ebheke phansi eqondile, noma enye i-electrode ekhethekile, kufanele isetshenziswe. Ukusebenza kahle kwe-welding kungandiswa ngokusebenzisa ama-electrode e-iron powder.
Izici
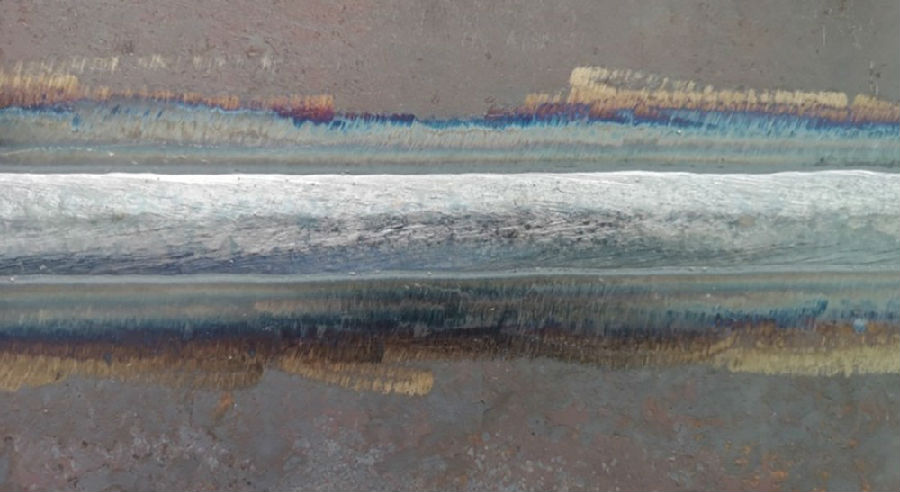
I-430Mpa grade low carbon steel single and multi-pass welding, ifanele -20°C imfuneko yomthelela imvelo, ukwakha umkhumbi, isakhiwo sensimbi, imishini esindayo nokunye ukusetshenziswa.



Inkampani Nemboni

AMACALA AJWAYELEKILE


Izitifiketi

INHLOKO YECHEMICAL (%):
| C | Si | Mn | P | S | Ni | Mo | Okunye |
| 0.057 | 0.32 | 1.02 | 0.023 | 0.007 | - | - | - |
IMPAHLA YOMKHETHI:
| UKUVUMELA AMANDLA(MPa) | AMANDLA AMANDLA(MPa) | LONGATION(%) | IMAPACT VALUE J/℃ | I-HEATTREAMENT℃xh |
| 404 | 483 | 30 | 85/-20 | AW |
-

High Carbon steels Flux cored wire E71T-1C weld...
-

Izinsimbi Zekhabhoni Ephakeme I-Flux cored wire E71T-1C-J Se...
-

Izinsimbi Zekhabhoni Ephakeme Intambo eqinile engu-ER70S-6 idatha yokushisela
-

High Carbon Steels Welding E9015-G consumable f...
-

Izinsimbi ezine-alloy ephansi I-Flux cored wire E71T-1C-J Seal...
-

High Carbon steels Manual electrode E7015-G wel...





